
SC48 (Lux / Capaldi) Forensic Report
I. Project Summary
- Role: Lead Mechanical Engineer / Industrial Designer.
- Mandate: Architect the “Embedded Live Sound” console — a DSP engine and host PC (Kontron 986LCD-M Mini-ITX) integrated into a touring-grade chassis under a strict sub-$15,000 COGS cap, with no rack and no visible PC.
- Core Achievement: Eliminated a 100% show-stopping thermal shutdown through a 16-configuration Design of Experiments and a 3U-to-4U re-architecture, while a folded-steel structure replaced banned aluminum extrusions and held mechanical materials to 20.33% of COGS.
II. The Anatomy of Failure
1. Thermal Crisis: The 75°C Kill Event
- Trigger: During “Capaldi FOH” temperature-chamber stress testing, the embedded CPU breached 75°C and the BIOS protection tripped — the telemetry recorded the verbatim failure: “CPU temperature is 75C, system shutdowned.” Root cause: the rack-less 3U chassis and a strict “cooling from the sides only” industrial-design mandate created a heat trap. The Kontron board’s own specification demands a 0–60°C ambient envelope; the dense cabling and PCB stack generated impedance the fans could not overcome. In a live-sound environment this failure mode means silence mid-performance.
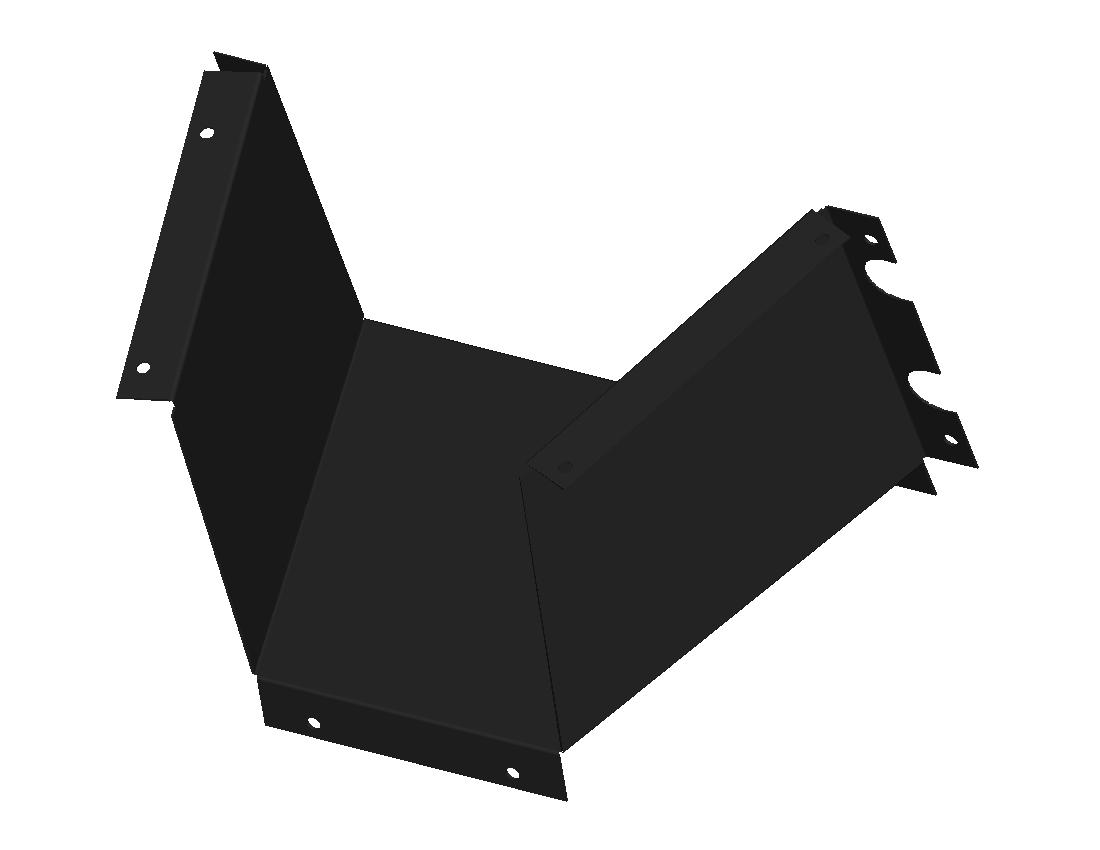
- Intervention: Executed a 16-configuration Design of Experiments matrix to empirically map the safe operating area: chassis volume (3U vs. 4U) against fan velocity (5.6V, 7V, 8.5V, 12V; 80 mm vs. 120 mm arrays). Retrofitted flow-guidance hardware — injection-molded fan ducts (P/N 9420-58856-00), die-cut LDPE “CPU shields” walling off dead-air zones, a sheet-metal fan plenum (P/N 9420-58496-00) equalizing side-intake pressure — plus a PSU bracket modification that coupled the supply’s heat into the chassis steel and a harness re-route that cleared the intake vectors.
- Result: The data proved 3U thermally non-viable. The winning configuration — 4U chassis, three 80 mm fans hard-wired at 12V — stabilized the critical left-side internal temperature rise at 22.6°C, roughly 13.8°C of headroom over the failed configurations. Dropping to 8.5V eroded the margin to 24.3°C; 12V was not a preference, it was the requirement.
2. Structural Crisis: The No-Extrusion Mandate
- Trigger: The thermal fix demanded a taller 4U chassis, which normally requires aluminum extrusions for touring rigidity — and management had issued a binary directive for the budget: “There will be no extrusions.” On the flagship Profile console, extrusions alone had consumed 6.8% of COGS.
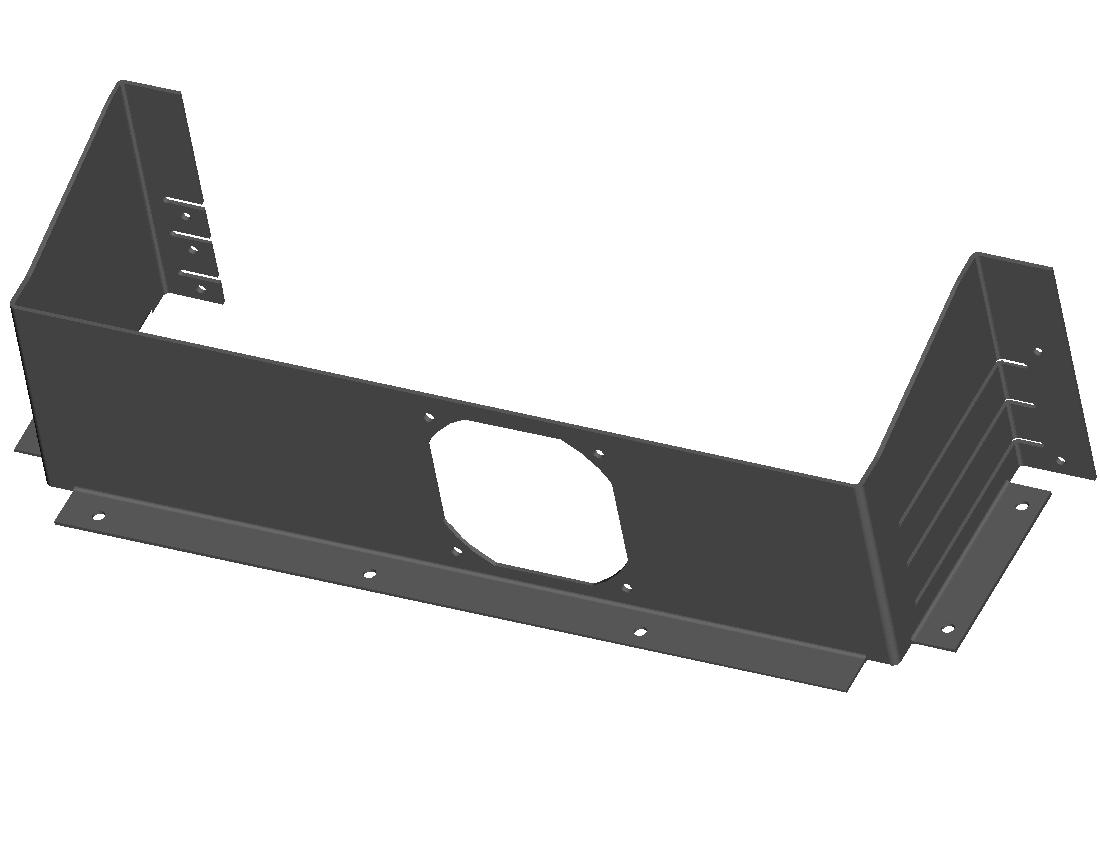
- Intervention: Engineered the “4U Rake Back I-Beam” (P/N 9420-58317-00) — the Origami Spine. A complex series of precise bends in standard flat steel created a hollow I-beam profile that mimics the moment of inertia of a solid extrusion, spanning the console’s width without sagging. Validated under a CNC-first strategy: prototype runs on CNC folding before committing capital to progressive stamping dies, with the top-level assembly (9100-58341-00) tracked against both CNC-MOQ and hard-tooled pricing.
- Result: Total mechanical materials (sheet metal + plastics) locked at 20.33% of COGS — $561.46 per unit — supporting the sub-$15,000 system target with touring-grade rigidity and zero extrusions.
3. Integration Crisis: The Brain Transplant
- Trigger: A consumer Mini-ITX motherboard cannot survive touring: its connectors are rated for low cycle counts, a tripped cable can rip a port off the PCB, and an exposed PC backplane destroys the pro-audio appliance illusion.
- Intervention: Buried the motherboard deep in the chassis on a custom PCI bracket (P/N 9420-58318-00) and bridged it to the exterior with umbilical extension harnesses — DVI, USB, and Ethernet runs terminating in ruggedized panel-mount connectors on dedicated steel I/O plates (IO Left 9420-58326-00, IO Right 9420-58327-00). Insertion loads transfer to heavy-gauge steel, never to solder joints.
- Result: Zero mechanical I/O failures in touring stress tests, a field-replaceable “engine block” motherboard, and a unified console I/O wall indistinguishable from the flagship family look.
4. Cost Crisis: The Family Mold Arbitrage
- Trigger: An entry-level console that had to carry flagship Profile aesthetics — Class-A curved plastics on a budget that could not absorb duplicate tooling.
- Intervention: Directed a family-mold strategy at the vendor: left and right side caps (P/N 9440-58842-00) shot from a single tool base. The BOM records the receipts — Left Side Cap tooling $36,000, Right Side Cap tooling $0.00. Mold-Tech fine texture matched the plastics to the powder-coated steel for a seamless transition.
- Result: Roughly $36,000 in duplicate NRE avoided, leaving budget headroom for the steel spine, and “Profile-level” cosmetics delivered at Lux-level capital.
III. Governance & Rhythm
- The Pulse: War-room cadence. The DOE data forced a fundamental mid-project re-architecture from 3U to 4U, and the CNC-first hedge kept tooling capital off the table until the thermal solution was proven.
- The Artifacts: 26 released sheet-metal fabrication drawings authored solo (SC48_REV-1_shtmtl-parts.pdf); 17 PCB Design Control Documents freezing board outlines, mounting holes, and keep-outs before layout — from the 537 × 368 mm Main Left control surface (9150-58331-00) down to L-shaped video interface boards threading internal obstructions; the thermal test log; the COGS rollup.
IV. Quantified Impact
- Eliminated a 100% show-stopping thermal failure mode by identifying the 75°C CPU shutdown threshold through forensic log analysis.
- Stabilized internal temperature rise at 22.6°C — 13.8°C of headroom — via the 4U side-intake architecture.
- Executed a 16-configuration Design of Experiments isolating chassis volume and fan-velocity variables.
- Held mechanical material cost to 20.33% of COGS ($561.46/unit) under the sub-$15,000 system target.
- Avoided ~$36,000 in duplicate tooling through the family-mold strategy.
- Eliminated the extrusion cost penalty that had consumed 6.8% of COGS on the Profile console.
- Authored 26 sheet-metal fabrication drawings and 17 PCB Design Control Documents as a solo mechanical mandate.
- Integrated a full Mini-ITX embedded PC into a touring-grade chassis with zero motherboard I/O failures in stress testing.
V. Source Trail
The claims above rest on the project’s primary evidence archive — thermal test logs, fabrication drawings, and COGS rollups — compiled through the NotebookLM forensic registry:
SC48_lux_thermal-testing.pdf— the smoking gun: thermal-runaway logs including the verbatim shutdown event (log row 275) and the 22.6°C stabilization data.SC48_REV-1_shtmtl-parts.pdf— the 26 released sheet-metal fabrication drawings.BOM_GoGs_etc.pdf— COGS rollup; family-mold line items ($36,000 / $0.00) and the $561.46 mechanical unit cost.9420-58317-00— fabrication drawing, 4U Rake Back I-Beam (the Origami Spine).9420-58856-00— fan duct used in the thermal fix.9420-58318-00— custom PCI bracket for the motherboard mount.9420-58326-00/9420-58327-00— IO Left / IO Right panel-mount bracket drawings.9100-58341-00— Lux console top-level assembly.